
Reliable Test Equipment Manufacturer
Reliable Test Equipment Manufacturer
In an era where product durability can make or break a brand, the importance of rigorous environmental simulation has never been greater. As industries from electric vehicles (EVs) to medical devices demand zero-defect manufacturing, a new class of Environmental Test Chambers— commonly known as Constant Temperature and Humidity Chambers — is emerging as the unsung hero of quality assurance.
Leading manufacturers, including pioneers like Sailham Equipment (Dongguan) Co., Ltd. , are pushing the boundaries of what these machines can achieve. No longer just simple boxes that heat or cool, today’s chambers are intelligent, data-rich systems designed to replicate the harshest conditions on Earth—and beyond.
Beyond Basic Simulation: What Sets Modern Chambers Apart
Traditional testing methods often failed to catch intermittent failures, leading to costly recalls. In response, the latest Constant Temperature and Humidity Chambers now feature three critical technological advancements:

1. Ultra-Fast Ramp Rate & Active Desiccant Systems
Modern chambers are breaking the bottleneck of temperature change rates. Where older units might take 20 minutes to transition from -40°C to +85°C, new models achieve this in under 5 minutes. This accelerated "Ramp Rate" allows manufacturers to perform Highly Accelerated Life Tests (HALT) in days rather than weeks. Concurrently, advanced active desiccant dryers now allow humidity levels to plunge to below 5% RH without using expensive liquid nitrogen, enabling precise low-moisture testing for lithium batteries and semiconductors.
2. High-Temperature Soak Stability (up to 300°C)
Standard chambers typically max out at 150°C. However, with the rise of aerospace components and EV motors, the demand for extreme high-temperature testing is soaring. New generation chambers are equipped with reinforced ceramic insulation and Inconel sheathed heaters, allowing stable operation at +300°C. This ensures that polymers, seals, and electronic components can survive thermal spikes that would melt conventional test equipment.
3. Real-Time Adaptive Humidity Control
The "wet-bulb" sensor is being replaced by optical chilled mirrors and dual-sensor logic. These new chambers eliminate condensation drift during rapid temperature changes. The result is a stability precision of ±0.3°C and ±2.5% RH, which is critical for pharmaceutical stability studies (ICH Q1A) and automotive E-coating tests.

Energy Efficiency and Sustainability
One of the loudest complaints from QA labs has been the energy appetite of conventional chambers. Running a 1000-liter chamber for a 96-hour test could consume as much power as a small house.
To address this, variable frequency drives (VFDs) for compressors and hot-gas bypass valves are now standard in high-end units. Unlike traditional on/off compressors that cause temperature overshoot and waste electricity, VFD compressors modulate continuously. Field data indicates that these energy-optimized chambers reduce power consumption by up to 40% while significantly lowering acoustic noise—a major benefit for open-plan laboratory environments.
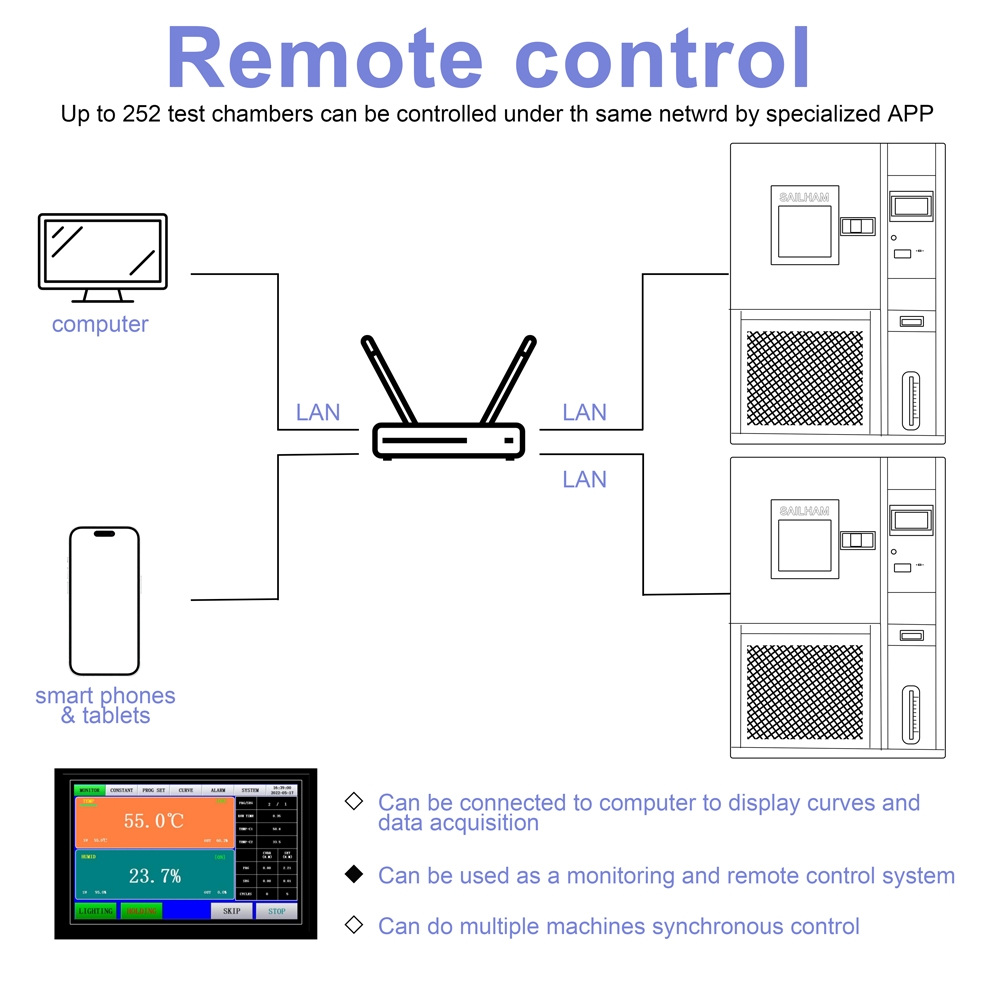
Connectivity: The Smart Chamber Revolution
Perhaps the most transformative update is the integration of Industry 4.0 connectivity.
Modern Environmental Test Chambers now come equipped with native Ethernet ports and compatibility with MQTT protocols. This means a chamber in Dongguan can be programmed, monitored, and diagnosed from a tablet in Berlin. Features include:
Remote alarm management: Instant SMS or app alerts if a parameter drifts outside tolerance.
Automated report generation: No more manual data logging; the system outputs PDF/Excel reports compliant with ISO 17025 standards.
Predictive maintenance: The chamber’s self-diagnostics can predict a failing compressor or a clogged filter days before a test is compromised.
Application Spotlight: The Electric Vehicle (EV) Battery Test
To understand the real-world need for these features, consider the EV battery test. A battery pack must function in Death Valley heat (60°C) and Siberian cold (-40°C). Using a standard chamber, engineers often struggle with frost buildup on the battery casing, which skews humidity readings.
A new Constant Temperature & Humidity Chamber resolves this via dynamic "anti-frost" programming and dual-stage refrigeration. By controlling the dew point precisely, the chamber prevents condensation even when the door is opened, ensuring that insulation resistance (IR) measurements remain accurate. This level of control is non-negotiable for UN38.3 transportation safety compliance.

Conclusion
As the Managing Director of Sailham Equipment recently noted, "The test chamber is no longer a passive box; it is a diagnostic tool."
For quality managers selecting their next asset, the focus should no longer be solely on size or minimum temperature. Instead, look for ramp rates, humidity recovery time, and data integration. Whether you are testing a smartphone or a satellite component, the reliability of your product begins with the reliability of your test chamber.
For more technical specifications on Constant Temperature and Humidity Chambers, contact Sailham Equipment (Dongguan) Co., Ltd.
Phone
+86 13018663273
carleen@sailham.com
